




高速度高精度高表面质量的五轴联动机床作为发达国家已经比较普及的设备,这几年正快速在中国市场发展,那么如何选择一台适合自己的五轴加工中心就成为一个比较棘手的问题。作为五轴机床的关键部件,五轴头的选择也十分关键,下面就五轴加工中心五轴头的如何选择做一些简单介绍。
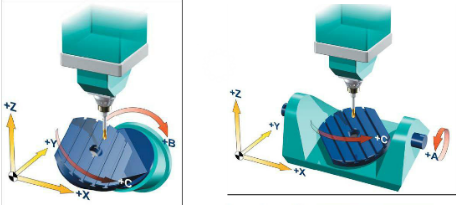
总体而言,五轴机床按照旋转轴(AC轴或BC轴)的形式,一般分为三种结构:摇篮式、单摆头+单转台、双摆头式。
首先应根据机床所要加工的工件来选择,一般分为铝加工、钛合金等难加工材料、高档塑料模具的精加工以及复合材料的加工。对于铝材料加工来说,主轴转矩一般能够达到30N·m以上,功率20~35kW,主轴采用HSK A63形式,最高转速18000r/min。对于钛合金等难加工材料,如主轴为电主轴,则建议主轴转矩至少应在300~500N·m才能满足一般的中等余量切削,主轴为A100,此时最高转速为8000r/min。如果切削余量较大则建议选择机械式主轴,转矩可达到1000N·m,可满足一些重切削的要求,但转速一般不会超过3000r/min。
高档模具尤其是高档塑料模具的加工,一般以精加工为主,尽管模具钢材料硬度较高,但前工序已经大量去除余量,在五轴机床上仅是找平式的粗加工,加工余量在0.2mm内,但对精度及表面粗糙度的要求近乎苛刻,因此主轴转矩一般在60N·m以上,功率为25kW,主轴为A63,最高转速18000r/min。
复合材料应视具体材料而定,但一般主轴转矩应在20N·m以上,功率为15kW,要注意五轴头应具有吸尘及密封的功能。
从AC 旋转轴的驱动来看,一般应以力矩电动机传动为主,速度、加速度及精度保持性均较高,选择时应该注意是否需要刹车。当然主轴转矩达500N·m~1 000N·m后,AC轴也有采用机械式的,此时刚性较好,但由于耐磨性及速度响应性不好,一般在转速要求较低的难加工材料加工场合选用。
五轴头从形式上说有两种流行形式, 一种是双臂式,另一种是单臂式。双臂式由于A轴双边驱动,驱动力增大,但需要考虑大驱动力是否有实际应用意义。比如单臂的力矩是否也满足了应用要求,应考虑加工尺寸干涉,尤其是对一些内腔加工,往往双臂式会产生干涉,导致刀具加长。
在一些特殊工件加工时,由于单臂式的主轴中心到主轴外的尺寸很小,可以满足于狭窄尺寸,而且当C 轴旋转180°后,可实现对边狭窄位置加工,因此实际加工范围大于双臂式,这点需要用户重点考虑。但在有重切削尤其是难加工材料加工时,还是建议选择双臂式。如果双臂式不是双电动机驱动,应尽量避免选择,无驱动边不仅不一定能够起到支撑作用,还可能产生非线性阻力,影响精度和表面粗糙度。在选择双边驱动的双臂式五轴头时,还要注意双电动机的同步控制。

环球机械五轴龙门加工中心机床GTE高转速系列
根据以前的经历,很多用户在选择五轴机床时想功能全面,这时一定要慎重,如果选择不好,不仅效率低,还会造成五轴头的损坏,影响使用。这时需要销售人员尽量客观地帮助用户从实际加工工艺出发,理性选择。
根据经验,在选择满足模具加工的五轴头基础上,也可以加工铝件,同时可以加工中粗精度的一般钢件,该方法目前通用性较高。有些航空航天的用户在选择五轴时,期望既能加工钛合金类产品,又能加工铝,但很可能会出现钛合金加工时刚性不足、转矩不够,而铝加工时转速不够,效率、精度都不能满足的情况。
综上所述,目前市售流行的大型高速铣及双摆头式五轴联动龙门机床基本采用动梁动式龙门结构。环球机械是国内专业生产五轴动梁式龙门机床的厂家,在双摆头式五轴龙门机床的加工和使用上有着比较丰富的经验。尤其是在大型工件,特别是高端塑料模具、航空航天零件等高端制造上有着较丰富的成功经验。
本文通过介绍五轴龙门加工中心主轴头的选型方法,为客户紧跟发展趋势、选择合适的机床提供了一些参考建议,如果您有五轴龙门加工中心的设备选型疑问,也可以联系我们咨询。
本文来源于网络资料整理

