




表面粗糙度是个非常重要的概念,本文以“表面粗糙度”为中心概念,详细介绍表面粗糙度的评定依据、评定参数等问题,值得一看!
表面粗糙度对大部分参与滑动接触的表面而言是非常重要的。因为磨损的原始速率及持续的性质等因素高度依赖这一特性。这些表面一般是承重面,而且需标识粗糙度以确保预计用途的适用性。
什么是表面粗糙度?
在技术交流中,很多人习惯使用“表面光洁度”指标。其实,“表面光洁度”是按人的视觉观点提出来的,而“表面粗糙度”是按表面微观几何形状的实际提出来的。因为要与国际标准(ISO)接轨,国标中早已不再使用“表面光洁度”这个表达术语,正规、严谨的表达均应使用“表面粗糙度”一词。
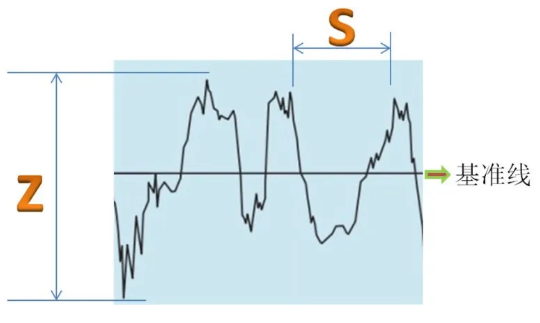
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
具体指微小峰谷Z高低程度和间距S状况。一般按S分:
S<1mm 为表面粗糙度
1≤S≤10mm为波纹度
S>10mm为 f 形状
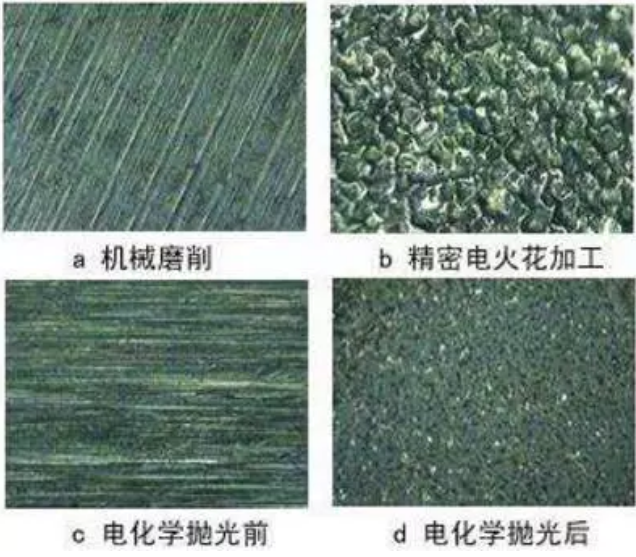
表面粗糙度形成因素
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动、电加工的放电凹坑等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度评定依据
1)取样长度
各参数的单位长度,取样长度是评价表面粗糙度规定一段基准线的长度。在ISO1997标准下一般使用0.08mm、0.25mm、0.8mm、2.5mm、8mm为基准长度。
Ra、Rz、Ry的取样长度L与评定长度Ln选用值

2)评定长度
由N个基准长度所构成。零部件表面各部分的表面粗糙度,在一个基准长度上无法真实地体现出粗糙度真实参数,而是需要取N个取样长度来评定表面粗糙度。在ISO1997标准下评定长度一般为N等于5。
3)基准线
基准线是用以评定表面粗糙度参数的轮廓中线 。
表面粗糙度评定参数
1)高度特征参数
Ra 轮廓算术平均偏差:在取样长度(lr)内轮廓偏距绝对值的算术平均值。在实际测量中,测量点的数目越多,Ra越准确。
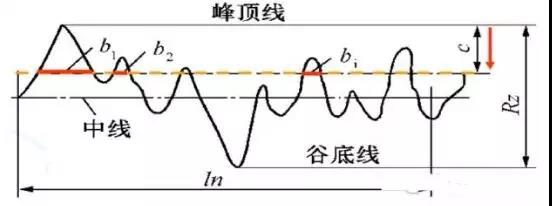
Rz 轮廓最大高度:轮廓峰顶线和谷底线之间的距离。
在幅度参数常用范围内优先选用Ra 。在2006年以前国家标准中还有一个评定参数为“微观不平度十点高度”用Rz表示,轮廓最大高度用Ry表示,在2006年以后国家标准中取消了微观不平度十点高度,采用Rz表示轮廓最大高度。
2)间距特征参数
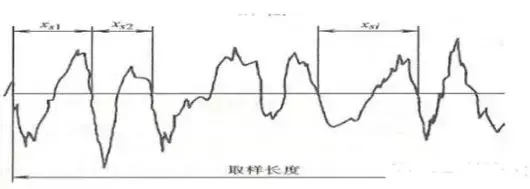
Rsm 轮廓单元的平均宽度。在取样长度内,轮廓微观不平度间距的平均值。微观不平度间距是指轮廓峰和相邻的轮廓谷在中线上的一段长度。相同的Ra值的情况下,其Rsm值不一定相同,因此反映出来的纹理也会不相同,重视纹理的表面通常会关注Ra与Rsm这两个指标。
Rmr 形状特征参数用轮廓支承长度率表示,是轮廓支撑长度与取样长度的比值。轮廓支承长度是取样长度内,平行于中线且与轮廓峰顶线相距为c的直线与轮廓相截所得到的各段截线长度之和。
表面粗糙度如何获得?
表面粗糙度的评价在制造业中越发被重视。要研究表面粗糙度,需要使用专用的测量仪器,如:表面粗糙度测量仪
表面粗糙度测量机是以安装高敏感性金刚石测针划过表面,就像是留声机的拾音器一样。再将大规模波纹以及轮廓的小波长粗糙度从较长波长中分离出来,即测量仪做电子过滤。
关于表面粗糙度的知识暂时就分享到这里了,东莞环球机械专业生产五轴深孔钻,五轴龙门加工中心,六轴卧式镗铣加工中心,欢迎您的咨询!
本文来自网络整理

