




钻削加工的工艺特点有哪些,钻削加工的工艺特点及加工范围,钻削加工排屑难怎么处理,钻削加工使用技巧有哪些?
什么是钻削加工?
钻削加工是用钻头或扩孔钻等在钻床上加工模具零件孔的方法,其操作简便,适应性强,应用广泛。
钻削加工的工艺范围
钻床的加工工艺范围较广,在钻床上采用不同的刀具,可以完成钻中心孔、钻孔、扩孔、铰孔、攻螺纹、锪孔和锪平面等。
钻削加工的工艺特点
(1)钻芯细,刚性差,加工精度低。
(2)导向能力差,易钻偏。
(3)切削条件差,质量难以提高。
(4)横刃长,定心差,易偏斜。
(5)排屑困难,生产率较低。
钻削加工排屑难怎么处理?
钻削加工既是用钻头来加工物件的,其特点就是适用于加工一定深度的孔,铁屑沿麻花通道同步排出!
切屑成形和排屑是钻削中的关键问题,取决于工件材料、钻头/刀片槽型的选择、冷却液压力/容量、切削参数。
堵屑会导致钻头径向移动,从而影响孔质量、钻头寿命和可靠性,或导致钻头/刀片崩断。
当切屑能够从钻头中顺畅排出时,切屑成形是可接受的。对其进行识别的最佳方法是在钻削过程中进行监听。连续的声音表示排屑良好,断续的声音表示切屑堵塞。检查进给力或功率监控器。如果存在异常,则原因可能是切屑堵塞。查看切屑。如果切屑长而弯曲,但未卷曲,则表示出现切屑堵塞。查看孔。出现堵屑后,将看到粗糙表面。

避免堵屑的技巧:
1)确保使用正确的切削参数和钻头/刀尖槽形
2)检查切屑形状 - 调整进给量和速度
3)检查切削液流量和压力
4)检查切削刃。整个断屑槽未起作用时,切削刃损坏/崩刃可能导致长切屑
5)检查切削加工性是否由于新的工件批次而改变 - 调整切削参数
正确使用冷却液防止堵屑
正确使用冷却液对于获得良好的钻削性能而言至关重要,它会直接影响到加工中的排屑、刀具寿命及加工孔的质量。
(1)冷却液的使用方式
1)内冷设计
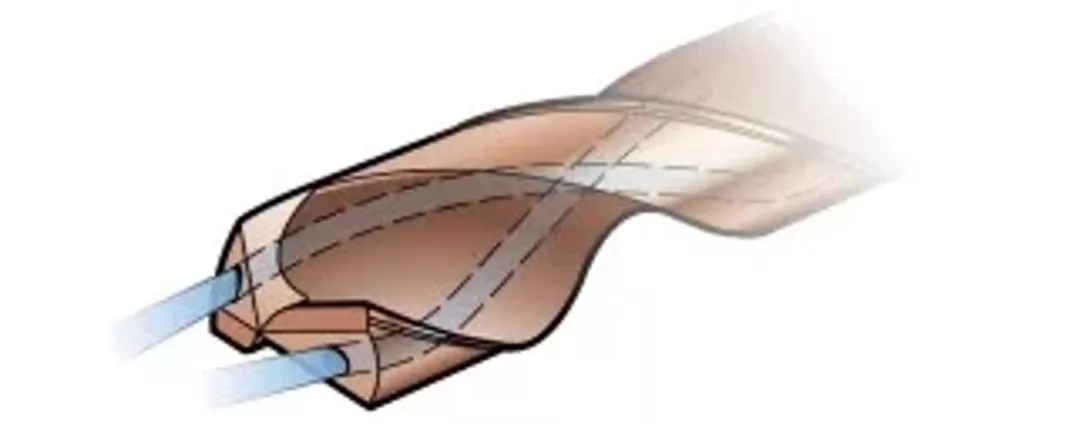
内冷设计始终是避免堵屑的首选,特别是在加工长切屑材料以及钻削较深的孔 (大于3倍孔径) 时。对于水平钻头,当冷却液从钻头中流出时,在至少30cm的长度上都不应有切削液下冲现象。
2)外冷设计
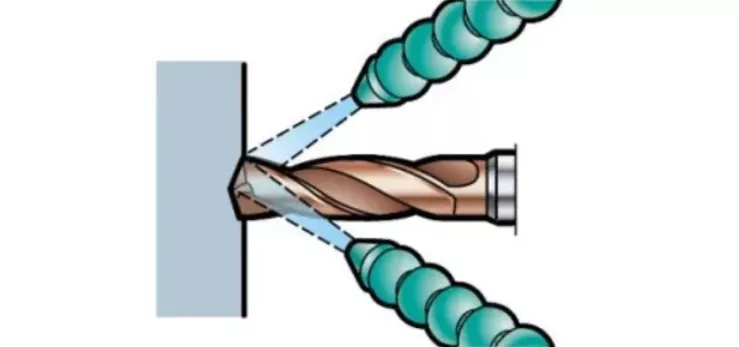
使用外冷却液可在切屑形成良好以及孔深较浅时使用。为了改善排屑,至少应有一个冷却液喷嘴 (如果是非旋转应用,则为两个喷嘴) 靠近刀具轴线位置。
3)干式钻削技巧,不使用冷却液
通常不建议进行干式钻削。
a)可用于短切屑材料且孔深可达直径3倍的应用场合
b)适合于卧式机床
c)建议降低切削速度
d)刀具寿命会降低
建议切勿将干式钻削用于:
a)不锈钢材料 (ISO M和S)
b)可换头钻头
4)高压冷却(HPC) (~70 bar)
使用高压冷却液的益处是:
a)由于冷却效果增强,刀具寿命较长
b)改善不锈钢等长切屑材料加工中的排屑效果,并且可能延长刀具寿命
c)排屑性能更好,因此安全性更高
d)根据给定的压力和孔尺寸提供足够的流量,以保持冷却液供应
冷却液的使用技巧
请务必使用含有EP (极压) 添加剂的可溶性切削油 (乳化液)。为了确保最佳刀具寿命,油水混合物中的含油量应介于5-12%之间 (加工不锈钢和高温合金材料时应介于10-15%之间)。提高切削液的含油量时,务必用分油器进行检查,以确保不会超过推荐的含油量。
在条件允许的情况下,与外冷却液相比,始终首选使用内冷却液。
净油能够改善润滑效果,在钻削不锈钢应用时带来益处。请务必与EP添加剂一起使用。整体硬质合金钻头和可转位刀片钻头都能使用净油并能取得不错的效果。
压缩空气、雾状切削液或MQL (微量润滑) 可能成为稳定工况下的成功之选,特别是在加工某些铸铁和铝合金时。由于温度升高进而可能对刀具寿命产生负面影响,建议降低切削速度。
东莞环球机械专注于生产五轴龙门加工中心、深孔钻设备,欢迎您的咨询!

