




深孔加工刀具如何选择,深孔钻钻头怎么选,深孔钻钻头有哪些,深孔加工用什么钻头,加工中心加工深孔用什么钻头?
在机械制造业中,一般将孔深超过孔径10倍的圆柱孔称为深孔。深孔按孔深与孔径之比(L/D)的大小通常可分为一般深孔、中等深孔及特殊深孔3种。
(1)L/D=10~20,属于一般深孔。常在钻床或车床上用接长麻花钻加工。
(2)L/D=20~30,属于中等深孔。常在车床上加工。
(3)L/D=30~100,属于特殊深孔。必须使用深孔钻在深孔钻床或专用设备上加工。
在机械加工的生产活动中,我们常常会遇到长径比(L/D)大于10的深孔。加工深孔加工主要有以下几个特点:
(1)由于孔的深度与孔径比例较大,钻杆细长、刚性差。故在钻孔时容易斜,产生振动,导致孔的表面粗糙度和尺寸精度不易保证。
(2) 钻头的工作环境恶劣,热量不易排出,排屑困难使得刀具磨损加剧。
(3) 在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。
深孔加工刀具如何选择?
零件深孔加工选用常规的钻削方式,需加长麻花钻,而且要断屑加工,不仅加工精度低、表面粗糙度差,加工效率低、操作者劳动强度大、质量难以保证,而且很容易引起堵屑或折断钻头,造成更大的加工困难,因此刀具最好选择深孔加工专用刀具。深孔加工刀具有哪些呢?深孔加工的刀具有多种,如枪钻、喷吸钻、套料钻、硬质合金可转位深孔钻、内排屑深孔钻和亚干式深孔加工系统等类型。
1.枪钻
单刃外排屑深孔钻因最初主要用于军事工业中枪管、炮管的加工,因而得名,后来统称为枪钻。它主要用来加工直径范围在3~30mm,长径比超过100的深孔, 加工孔的经济精度在IT8~IT10级之间,加工表面的表面粗糙度尺Ra3.2~0.8um。

枪钻的结构
枪钻由切削部分(刀头)、刀杆及传动器等部分组成。刀头的材料可以是硬质合金,也可以是高速钢,这主要由工件的材料及硬度所决定。刀头与刀杆之间一般使用高频焊接而成,刀杆通常是用冷拉无缝钢管轧出V形排屑沟槽。
切削液被加压泵打入钻杆内孔内(压力约为3~8MPa),然后流过切削刃。当切削液沿着刀具和零件孔壁间的v形截面空间流出时,将切屑带走。由于钻杆刚性差,不能采用较大的进给量,因此生产效率较低。另外由于切屑是通过钻杆V形槽排出,所以加工后的孔壁易被铁屑划伤,有可能影响内孔的表面粗糙度。
2.BTA钻内排屑法钻深孔
由于枪钻钻杆为非对称形,故抗扭刚性差,只能传递有限的扭矩。因此枪钻只适用于加工小直径孔的零件。为适应更复杂的大直径深孔的加工要求,于是应运而生地产生了内排屑深孔钻技术。内排屑深孔钻适于加工直径20mm以上、长径比不大于100的深孔,加工精度为IT7~IT10级,加工表面的表面粗糙度Ra3.2~1.6um。错齿内排屑深孔钻(BTA)是内排屑深孔钻的典型结构(BTA是以国际深孔钻协会的英文缩写命名)。
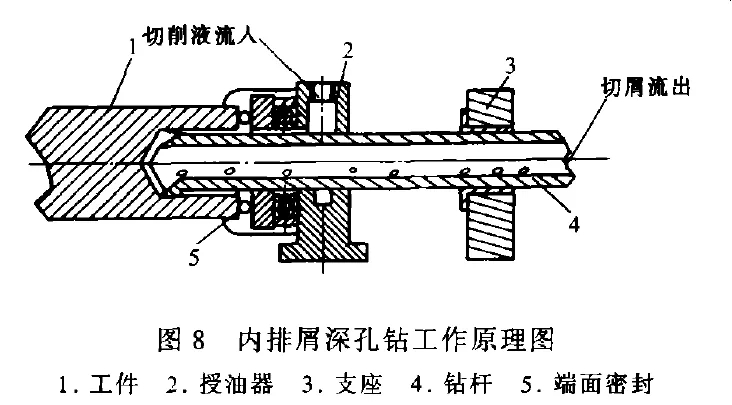
当加工零件的孔径较大时,BTA钻头的切削部分是由几个分离的刀片,交错地焊接在刀体上。而加工孔径较小时,可采用整体刀头。整体刀头的切削刃沿半径分成三段,由台阶分成外段和中段切削刃。外切削刃长度与内切削刃长度相等并在内外切削刃上开有断屑槽。
钻杆的外圆一般比待加工孔孔径10%。在切削时,由液压泵将切削液注入授油器,然后油液在钻杆与加工后孔间形成的型腔内流向切削区域,切削液通过钻杆内孔流出并带走切屑。
BTA钻和枪钻的优劣比较
从加工原理可以看出,BTA法与枪钻相比,BTA法采用圆形钻杆,因此抗扭矩刚性好,可以采用较大的进给量进行切削。另外由于切屑是从钻杆的内孔中排出,不会划伤已加工表面。
BTA法钻孔的主要缺点是:必须使用专用的机床设备,机床还须设置一个油液切屑分离装置,通过重力沉淀或电磁分离手段,使切削液分离并循环利用。另外在切削过程中,工件与授油器之间形成一个高压区,所以在钻削之前必须在工件与授油器间形成可靠的密封。
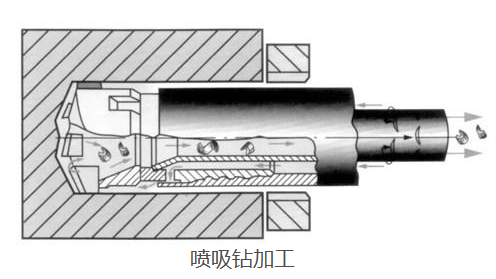
3.喷吸钻
内排屑深孔钻系统存在着环形油液通道损失大的缺点,加工时需采用较高的压力和流速,为此,研制出来一种生产效率高、加工质量好的钻削技术—喷吸钻。它是用于加工长径比不超过100、直径范围在16~65mm的孔。精度在IT9~IT11级,加工表面粗糙度在Ra3.2—0.8um。
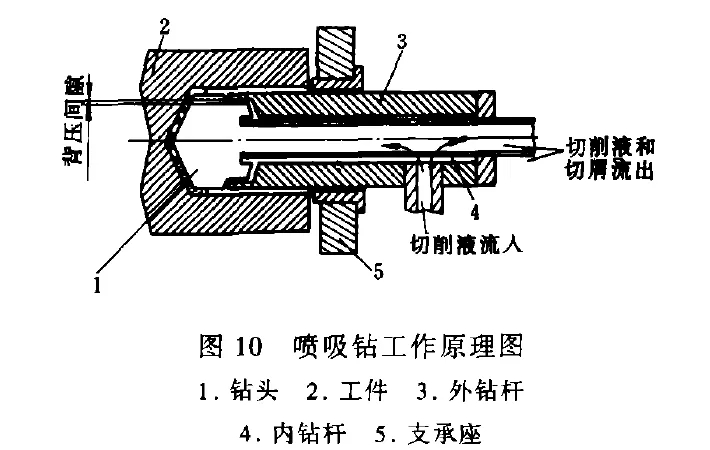
喷吸钻采用两根同心的钻杆,通过连接器将刀具连接到机床上。切削液流入外钻杆与内钻杆之间,大部分切削液(总流量的三分之二)流向切削区域,而小部分切削液(总流量的三分之一)高速从内钻杆尾部的月牙槽流出,造成钻杆尾部形成一个低压区,从而使切屑能迅速排出。喷吸钻的工作原理如图。
喷吸钻与BTA钻优劣势比较
喷吸钻与BTA钻相比,喷吸钻有内外钻杆。切削区域背压间隙的大小是直接影响喷吸效果的关键因素。背压间隙过大,则形成的低压不明显,喷吸效果差,反之则影响排屑和切削液的流入。内、外钻杆之间的环形面积要大于钻头小孔的面积。
4.套料钻
对于大直径的全直径深孔,可采用套料钻钻孔。套料钻刀具有单齿和多齿之分,标准套料刀具如上所述的全直径刀具一样,钻头上可分为切削部分和支撑部分。套料钻孔的特点是:在切削时只切一个环形孔,所以所需的功率要求较小;刀尖处没有零切削速度。另外套孔留下的“料心”可用于其他小直径零件的生产。
本文介绍了几种常用的深孔钻钻头,可以根据钻头的特点及加工零件的要求选择适合自己的深孔钻头。东莞环球机械专业生产深孔钻机床设备,欢迎您的咨询!

